
Matériaux support en FDM: Choisir la bonne technique
Le support est un échafaudage/ structure qui permet la construction de pièce lorsque celle-ci présente des portes à faux, c’est-à-dire des surfaces en suspension par rapport au plateau ou à une autre surface de la pièce.
Il est imprimé en même temps que la pièce et doit être retiré à la fin de l’impression.
Souvent il s’agit d’un mal nécessaire à la fabrication car avoir du support c’est synonyme de temps d’impression, de matière à jeter et de post traitement.
Définir une stratégie d’impression du support c’est donc influencer le coût de revient de la pièce mais aussi sa qualité.
Stratégie d’impression du support
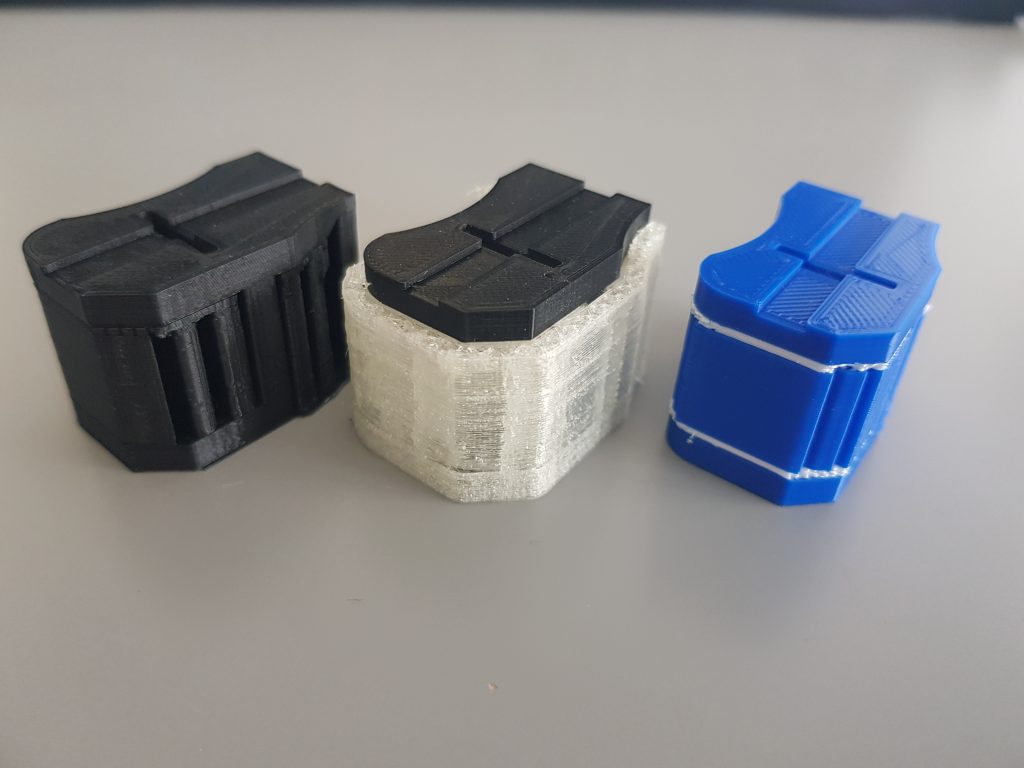
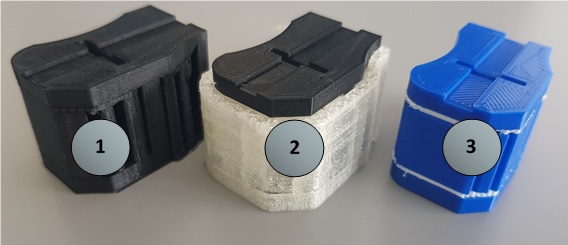
Dans cet article, je vous présente 3 stratégies d’impression pour le PLA :
- En mono- matière PLA/ PLA
- En bi-matière PLA/ PVA
- En bi-matière PLA/ Support sécable
La pièce est une pièce d’essai que nous utilisons pour tester les supports.
Elle permet de tester les comportements des supports du plateau de fabrication à la pièce et de la pièce à la pièce.
Le test permet aussi d’observer un cercle et le comportement entre le support et ce type de géométrie.
Les autres surfaces supportées sont horizontales.
Vous pouvez télécharger la pièce ici.
Ici, je présente les process que j’utilise au quotidien et qui sont fonctionnels.
Ce sont des exemples de process parmi d’autres. N’oubliez pas que les stratégies d’impression dépendent de la machine, de la matière utilisée et surtout de votre cahier des charges.
Il sera toujours possible d’optimiser chaque process, il est donc difficile de comparer strictement le temps d’impression et le coût de la pièce.
Mais pour que vous puissiez vous faire une idée du temps et du coût de chaque technique, je le récapitule dans le tableau suivant:
| Techniques | 1 | 2 | 3 |
| Machine | Ultimaker S5 | Ultimaker S5 | Sindoh 2X |
| Matière de construction | PLA Ultimaker | PLA Ultimaker | PLA Sindoh |
| Coût de la bobine de construction de 700gr | 33,00 € | 33,00 € | 35,00 € |
| Matière support | PLA Ultimaker | PVA Ultimaker | Polysupport |
| Coût de la bobine de support de 700gr | 33,00 € | 84,95 € | 41,28 € |
| Profil d’impression | Modifié | Standard Ultimaker | Modifié |
| Hauteur de couche | 0,15 mm | 0,15 mm | 0,15 mm |
| Remplissage | 20% | 20% | 20% |
| Densité du support | 15% | 50% | 30% |
| Motif du support | Zig Zag | Triangles | Zig Zag |
| Interface support | 70% | 100% | 100% |
| Motif de l’interface | Ligne | Concentrique | Zig Zag |
| Distance de séparation pièce/ support | 0,15mm | 0 mm | 0 mm |
| Aide à l’impression bi-matrière | Non | Oui | Oui |
| Temps d’impression | 1h30 | 3h10 | 4h38 |
| Coût de la consommation des matières 1er | 0,37 € | 1,11 € | 0,79 € |
Dans le tableau nous avons les résultats en terme de temps d’impression et une estimation du coût de la pièce.
Mais pour faire le bon choix, il est nécessaire de prendre en compte le post traitement et des résultats que nous pouvons obtenir.
Vous trouverez à la suite de cette article, des vidéos qui vous permettrons d’évaluer la difficulté du retrait du support.
Extrusion simple PLA/ PLA
Cette stratégie de support met en œuvre une seule matière le PLA pour la partie construction et pour le support.
C’est la technique la plus simple, puisqu’il s’agit de maitriser l’impression d’une seule matière.
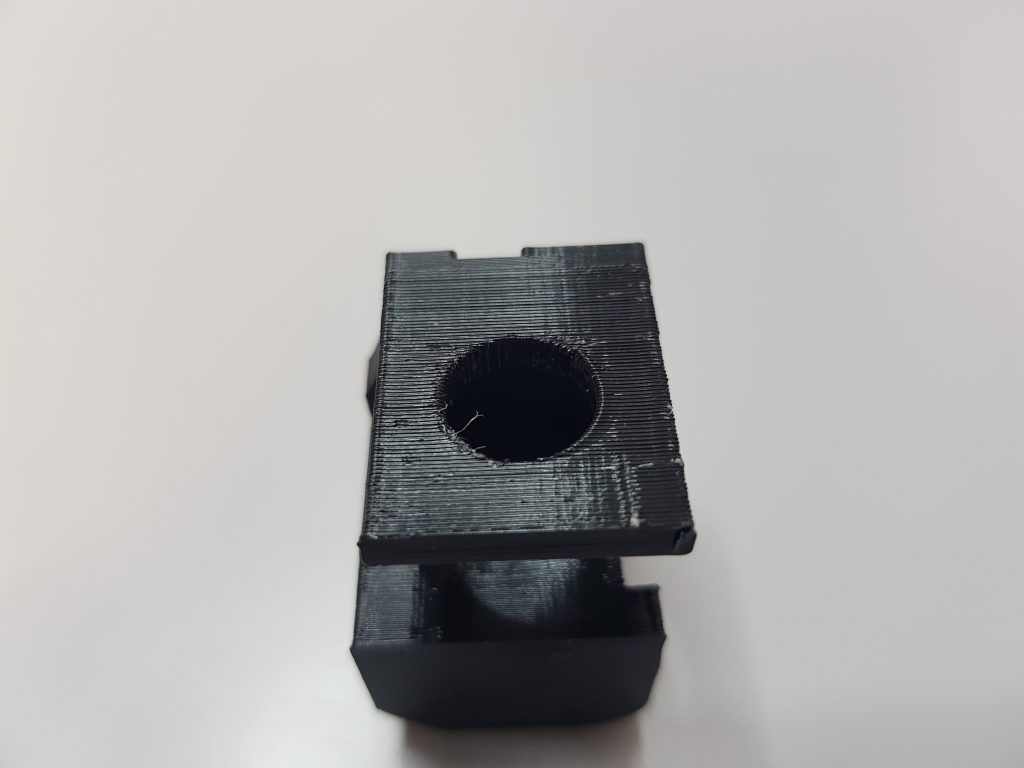
Résultat:
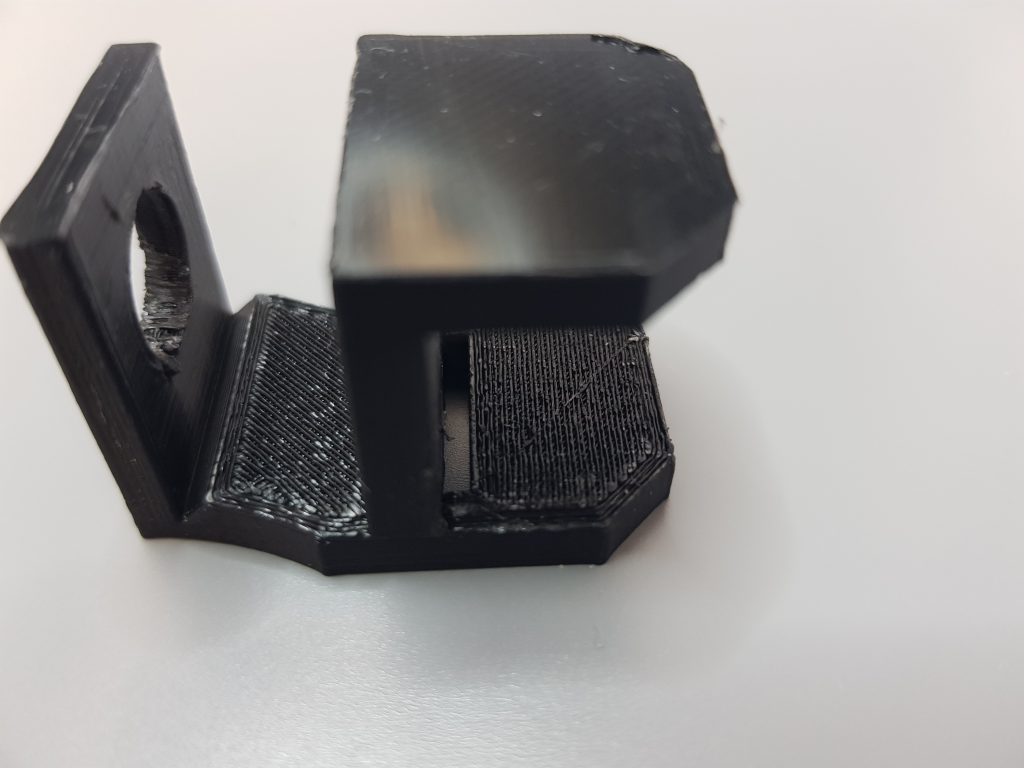

Les surfaces cotées support sont rugueuses.
Au niveau de passage circulaire, nous observons une déformation.
Conclusion:
Au final, nous avons notre pièce qui est correcte avec des états de surface rugueuse mais qui peut être satisfaisante en fonction du cahier des charges.
Le retrait du support, nécessite un peu de force car il peut y avoir des points d’accroches.
Cette technique présente des limites liés à la géométrie de la pièce comme nous le montre le passage circulaire.
Bi-matière PLA/ PVA
Pour cette option, la pièce est construite en PLA et le support en PVA.
Pour réaliser la pièce et du fait de la technique employée, nous avons besoin d’aide d’impression notamment de tour de purge et de bouclier anti-bavure surtout si le PVA a pris un peu d’humidité.
Il est donc essentiel d’étuver la matière afin d’avoir un résultat satisfaisant et de permettre l’impression de la pièce.

Puis pour retirer le support, nous pouvons dissoudre le PVA dans de l’eau.
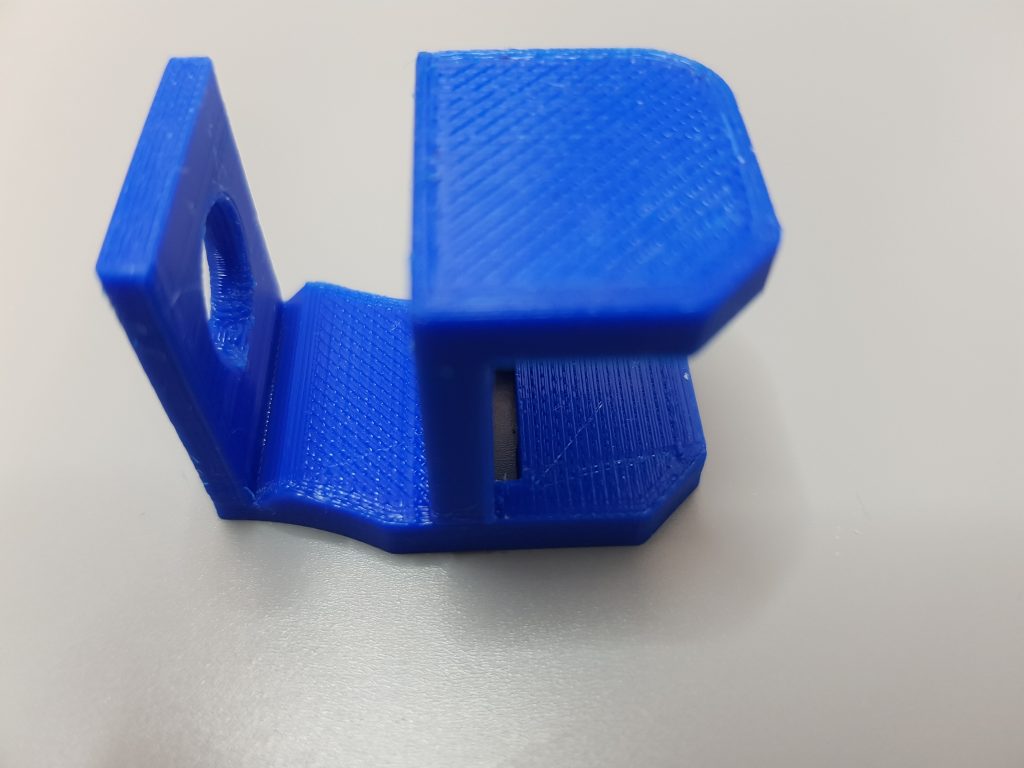
Résultat:
Les surfaces cotées support sont parfaite.
Au niveau de passage circulaire, il n’y a pas de déformation.
Conclusion:
La qualité esthétique de la pièce est parfaite, cependant cela dépend directement de celle de la bobine de PVA ,de son conditionnement et de sa préparation ( étuvage).
Le retrait du support se fait sans effort dans l’eau mais prend un temps non négligeable.
Ce temps peut être réduit grâce à divers moyens: l’eau chaude, agitation, retrait manuel avant dissolution, …
Il faut aussi sécher la pièce et faire attention que cette dernière soit suffisamment étanche sans quoi l’eau peut s’infiltrer dans la pièce.
Cette technique permet l’impression de géométrie complexe.
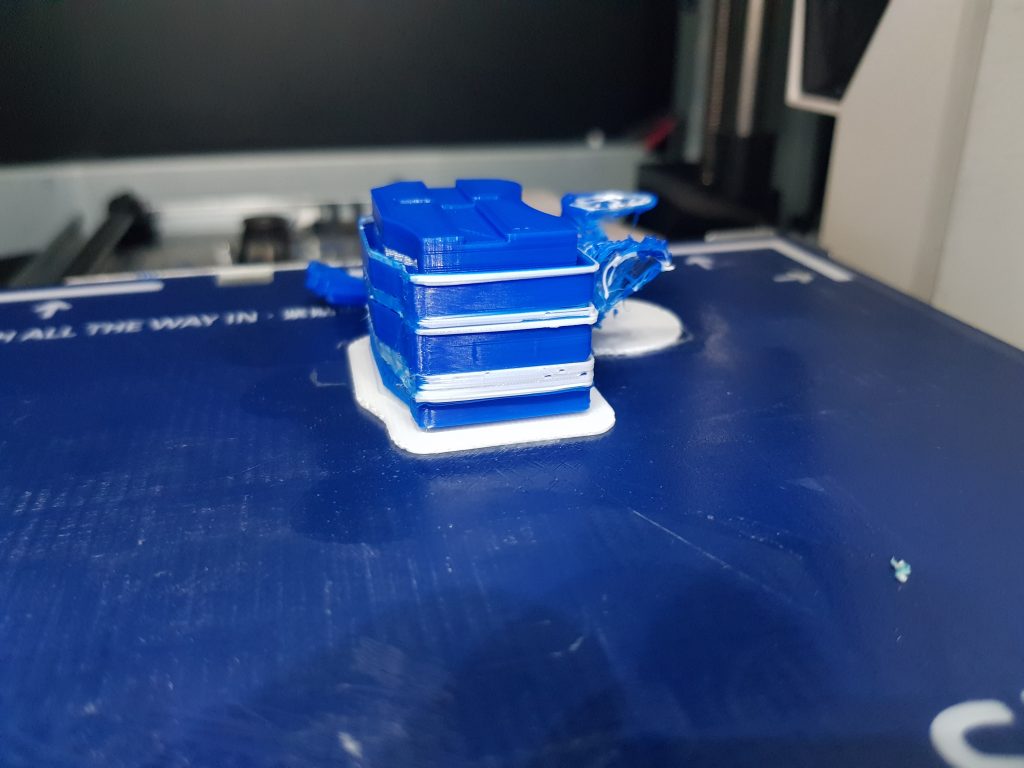
Bi-matière PLA/ Support sécable ( Break Away support)
Comme pour le PLA/ PVA, la technique PLA/ Support sécable met en jeu la bi-matière et donc nécessite aussi des aides à la fabrication.
Ici nous avons fait le choix d’imprimer en support sécable uniquement les interfaces de support.
Le support et la pièce sont en PLA.
Lors de l’impression, l’adhésion PLA/ support sécable se fait moins bien que PLA/ PVA c’est pourquoi la tour de purge ne s’est pas imprimé totalement. Le bouclier protégeant la pièce, la tour de purge à malgré tout rempli sa mission.
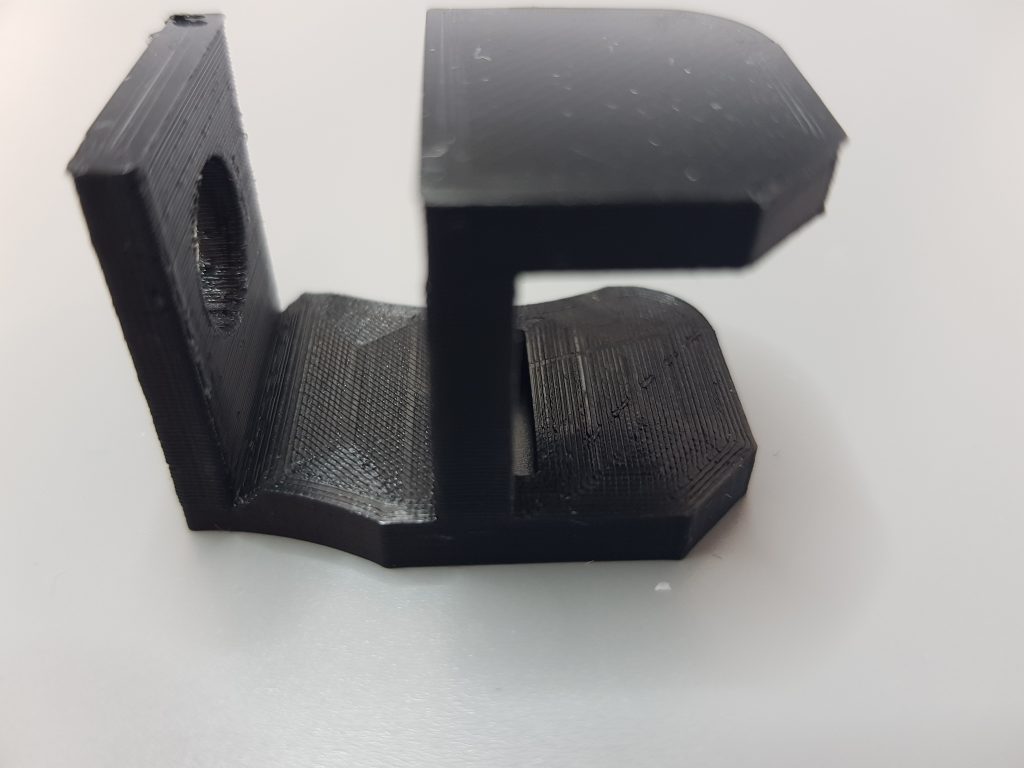
Résultat:
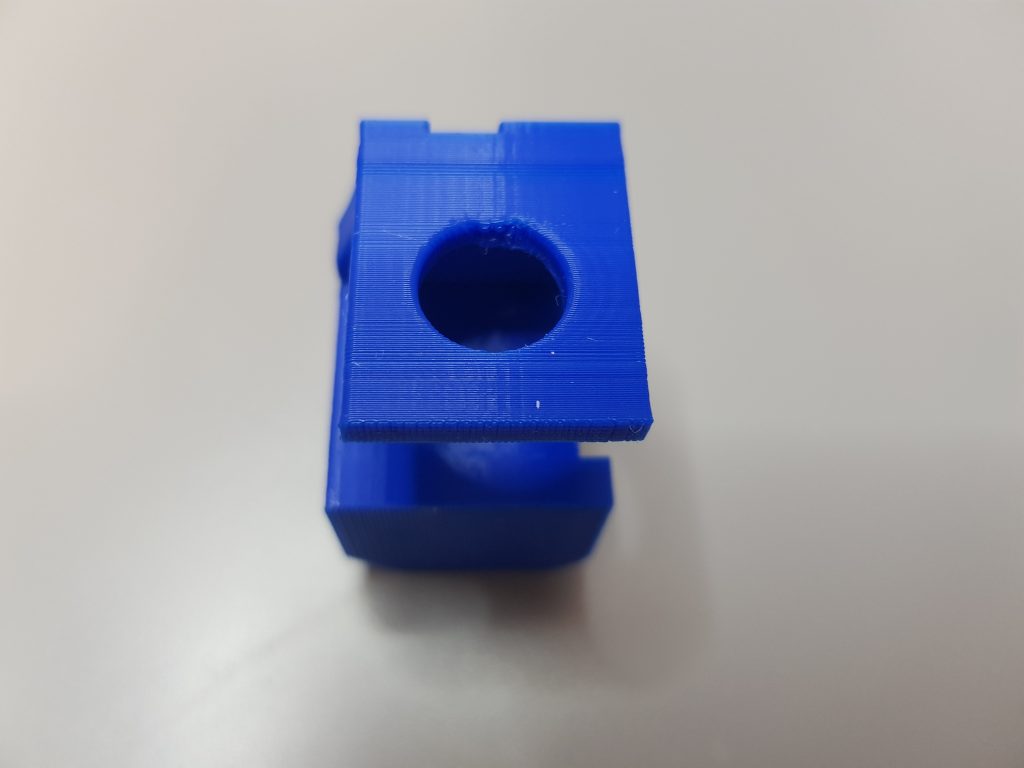
Les surfaces cotées support sont similaire à la rugosité des surfaces qui ne sont pas en contact avec le support.
Au niveau de passage circulaire, il n’y a pas de déformation.
Conclusion:
Nous avons ici un compromis au niveau de la qualité de la pièce entre le PLA/PLA et le PLA/PVA.
Le retrait du support se fait très simplement manuellement.
Il est aussi possible de réaliser des géométries complexes.
En conclusion
Nous résumons nos essais dans ce tableau
| Stratégie | PLA/ PLA | PLA/ PVA | PLA/ Support sécable |
| Avantages | Simple à mettre en œuvre Economique Fabrication rapide | Qualité des surfaces de contact Peu de post traitement Possibilité de retirer du support difficilement accessible | Qualité des surfaces de contact Temps de Post traitement réduit car support simple à retirer |
| Inconvénient | Temps de post traitement car support parfois difficile à retirer Qualité des surfaces de contact Déformation possible | Temps de post traitement du au temps de dissolution du PVA Temps de fabrications Coût du support Préparation et conditionnement du filament support | Temps de fabrications |
| Quand choisir cette stratégie | Lorsque les surfaces utiles de la pièce ne sont pas en contact avec le support Les caractéristiques recherchées sont la mécanique et non l’esthétique Solution pour le prototypage avec post traitement | L’aspect esthétique Quand il n’y a pas d’accès d’outils pour retirer le support dans des conduits par exemples | L’aspect esthétique Solution pour le prototypage avec post traitement |
Pour en savoir plus sur les supports et les différentes stratégies: contact@g28.fr
Jérémy HAW
27/08/2021